 English▼
English▼




- 배터리 파일럿 / 생산 라인
- 배터리 실험실 조립
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- 리튬 이온 배터리 자료
- 배터리
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 모든 배터리 조립기
- Lithium Battery Production Plant
- 진공 글로브 박스
- 용광로
- Coaters
- PVD Coater
- 수압기
- Large Press Machine
- 행성 원심 믹서 / 밀
- 볼 밀
- 실험실 기계
- Cutting Machine
- 금속 전극 거품
- WhatsApp : +86 18659217588
- 메일 주소 : David@tmaxcn.com
- 메일 주소 : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 유압 프레스용 원통형 냉간 프레스 금형
유압 프레스용 원통형 냉간 프레스 금형
원통형 금형은 실험실에서 대부분의 분말 샘플의 성형 및 테스트에 적합한 실험실 분말 샘플 압력 성형의 일반적인 태블릿 프레스 금형입니다. 금형은 솜씨가 절묘하고 디자인이 합리적이며 작동이 편리합니다. 정제 프레스를 사용하면 분말 샘플 재료를 원형 시트, 실린더 등과 같은 모양으로 압축할 수 있습니다. 샘플 크기는 사용자가 주문한 금형 크기에 따라 다릅니다. 금형은 배터리, 초전도체, 시멘트, 세라믹, 촉매, 규산염, 분말 야금, 바다 진흙 분석, 생화학 분석 및 신소재 샘플 준비 연구 및 개발에 널리 사용됩니다. 또한 이 제품은 칼슘 철, 적외선, X-레이 형광 및 기타 테스트 장비와 함께 사용할 수도 있습니다.
-
 이중 열판이 있는 300℃ 12T 수동 라미네이션 핫 프레스
이중 열판이 있는 300℃ 12T 수동 라미네이션 핫 프레스
실험실 전자 산업 RT-300c는 편평한 자동적인 뜨거운 압박 기계를 넓힙니다
-
 두 배 열판을 가진 500℃ 12T 전기 조밀한 박판 뜨거운 압박
두 배 열판을 가진 500℃ 12T 전기 조밀한 박판 뜨거운 압박
실험실 전자 산업 RT-300c는 편평한 자동적인 뜨거운 압박 기계를 넓힙니다
-
 배터리 전극의 고정밀 롤링을 위한 유압 전기 롤 투 롤 프레스 기계
배터리 전극의 고정밀 롤링을 위한 유압 전기 롤 투 롤 프레스 기계
구르는 Li 이온 건전지 폴란드 조각을 위한 목록 승화 열 압박 롤러 기계
-
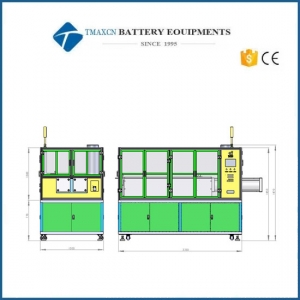
 5V6A 256 채널 파우치 셀 핫 프레스 압력 형성 기계
5V6A 256 채널 파우치 셀 핫 프레스 압력 형성 기계
5V6A 256 채널 파우치 셀 핫 프레스 압력 형성 기계 1. 장비 기능에 대한 간략한 소개 장비는 주로의 형성을 위해 사용됩니다 파우치 셀 압력을 받고 있습니다. 전체 기계는 1개의 열 보존 상자와 3개의 클램프 세트로 구성되며 그 중 장비에는 256개의 채널이 있으며 고정 장치와 장비가 통합되어 있습니다. 조명기의 주요 기능은 다음과 같습니다. 1) Cell 압착에 필요한 압력을 제공하며 허용압력 범위 내에서 임의로 설정할 수 있다. 압력 설정이 압력 설정 범위를 초과하면 경보가 발생합니다. 2) 전극과 전체 기계의 회로 사이의 안정적인 연결을 보장하기 위해 전극을 단단히 누르십시오. 3) 배터리가 똑바로 세워져 있고 에어백이 위쪽을 향하고 있는지 확인하십시오. 2. 포메이션의 주요 기능은 다음과 같다. 1) 가열 및 온도 조절 기능; 2) 안정적인 채널 도킹 기능; 3) 충전 기능; 4) 방전 기능; 전력망으로의 에너지 피드백 방전; 5) 데이터 링크 및 통신 기능; 6) 안전 및 보호 기능. 2. 기본 매개변수 전원 공급 장치 구성 전압 AC380 ± 10%, 정격 출력 18kw. 공기 공급원 입력 최소 입력 공기압은 0.6MPa 이상이고 최대 입력 공기압은 1.0MPa를 초과하지 않아야 합니다. 전체 기계에는 세 개의 클램프가 있습니다. 단일 클램프는 직경 250mm의 실린더에 의해 가압됩니다. 공기 소스 입력이 0.6MPa에 도달하면 단일 실린더의 최대 압력은 3000kgf입니다. 장비 중량 정착물 무게 < 300kg, 기계 중량 < 1300kg, 베어링 면적에 대한 총 중량의 비율 < 500kg/㎡ 외관의 주요 색상 따뜻한 회색 1C. 장비의 전반적인 차원 길이 × 너비 × 높이 ≤ 2000mm × 800mm × 2348mm(실린더 제거 후 높이 2030mm) 들어오는 셀의 치수(에어백 너비 ≤ 50mm) 길이: 10-155mm 폭: 10-105mm 두께: 2-12mm 셀의 길이 및 너비 치수에는 알루미늄의 가장자리 밀봉 치수가 포함됩니다. 적층 필름. 합격률 ≥98% 삼. 기계 사양 고정물 각 기구는 22겹의 열판으로 구분되며 열판과 기구 사이에는 단열 대책이 있다. 열판의 각 층에는 온도 프로브가 장착되어 있으며, PLC는 열판의 각 층의 온도 프로브를 검사하고 터치 스크린에 온도 감지 값을 표시할 수 있습니다. 제어 모드 장비는 PLC에 의해 제어됩니다: 가열 목표 온도를 설정할 수 있습니다. 이 장비는 목표 온도에 따라 가열판을 제어할 수 있으며 가열판 과열이 발생하면 적시에 보호하고 경보를 울립니다. 난방 온도 열판 각 층의 온도 제어 정밀도 ± 3℃ 가압 제어 PLC는 고정 장치의 다단계 압력 제어를 실현할 수 있으며 압력 제어 정밀도는 ± 25kg에 도달할 수 있으며 압력 센서를 통해 실린더 압력을 정확하게 제어할 수 있습니다. 세포 측정 4선 방식은 셀의 전류와 전압을 측정하는 데 사용됩니다. 고정 장치와 장치 사이의 회로 연결은 특수 PCB에 의해 실현됩니다. 장치에 전극판을 설치하고 전지를 상하 누름판으로 압착합니다. 동시에 장치와 고정 회로 사이의 빠르고 안정적인 연결이 실현됩니다. 보안 장비의 주변 도어 및 관찰 창에 대해 단열 조치를 취해야 합니다. 이 장비에는 보다 안전하고 신뢰할 수 있는 장비 사용을 보장하기 위해 보안 액세스 제어 기능이 장착되어 있습니다. 충전 방전 전압 설정 범위 충전 전압 설정 범위: 0mV ~ 5000mV(해상도 1mV); 방전 전압 설정 범위: 2000mV ~ 5000mV(분해능 1mV). 충전 및 방전 전류 설정 범위: 10mA ~ 6000mA(분해능 1mA) 。 측정 제어 정확도 전압 측정 제어 정확도: ±(0.1%FS+0.1%RD) 전류 측정 제어 정확도: ±(0.1%FS+0.1%RD) 시간 측정 제어 정확도: ±(0.1%FS+0.1%RD) 전압 측정의 제어 정밀도 ±(0.1%FS+0.1%RD) 전류 측정의 제어 정확도 ±(0.1%FS+0.1%RD) 시간 측정의 제어 정밀도 ±(0.1%FS+0.1%RD) 충전 및 방전 종료 조건 정전류 충전(CC): 종료 조건은 전압, 시간 및 용량입니다. 정전류 및 정전압 충전(CC-CV): 종료 조건은 전류, 시간 및 용량입니다. 방전 방식: 정전류 방전(DC)의 종료 조건은 전압, 시간 또는 용량입니다. 소프트웨어의 주요 기능 1. 시간, 전압, 전류 및 기타 매개 변수에 따라 프로세스의 종료 조건을 제어합니다. 2. 형성된 배터리의 충전 용량 매개변수를 계산합니다. 3. 충전 및 방전 프로세스의 편집 및 관리 기능: 4. 최대 32개의 단계 매개변수를 설정할 수 있습니다. 5. 최대 256주기까지 설정할 수 있습니다. 6. 각 단계는 정전류 충전, 정전류 및 정전압 충전, 선반, 정전류 방전, 사이클 및 기타 속성으로 선택할 수 있습니다. 7. 편집된 프로세스 파일은 나중에 사용할 수 있도록 보관할 수 있습니다. 8. 충전 전류는 (10 ~ 6000)mA, 충전 전압은 (0 ~ 5000)mV, 방전 전압은 (2000)에서 설정할 수 있습니다. ~ 5000)mV, 각 단계의 시간은 1분부터 설정 가능 ~ 1000분 9. 소프트웨어 보안 제어: 11.1. 설정된 단계가 실행된 후 각 포인트의 실행 데이터 및 곡선을 자동으로 저장할 수 있으며 소프트웨어에는 용량 알람 기능이 있습니다. 11.2. 과충전 보호: 전압이 과충전 보호 설정 값을 초과하면 채널의 흐름이 중지되고 설정 값을 설정할 수 있습니다. 11.3. 용량 초과 허용 오차 보호: 배터리 셀의 용량이 특정 범위를 초과하면 채널의 흐름이 중지됩니다. 형성된 배터리를 분류할 수 있으며 표시등이 장착되어 있습니다. 분류 방법은 용량, 시간, 개방 회로 전압, 평균 전압, 고정 소수점 전압 등으로 설정할 수 있습니다. 11.4. 각 배터리의 충전 및 방전 데이터는 사용자가 보거나 인쇄할 수 있도록 데이터 목록 형식으로 구성할 수 있습니다. 이 장비는 바코드 인식 기능을 지원하고 배터리와 채널 간의 일대일 대응을 실현하고 생산 데이터를 기록할 수 있습니다. 시스템 보호 기능 1. 과전류, 저전류, 과전압, 저전압 및 과용량 보호: 배터리 전압, 전류 및 용량의 상한 및 하한을 프로세스에서 미리 설정할 수 있습니다. 제한 조건에 도달하면 시스템이 자동으로 배터리를 강제로 절전 모드로 전환하고 소프트웨어 인터페이스에 오류 메시지가 표시됩니다. 2. 누설전류 보호 : 200mA 이상의 누설전류가 3회 이상 작동 상태를 점검할 경우 스위칭 전원 공급 장치의 입력 전원을 끄십시오. 3. 충전 과전압 보호: 배터리 충전 중에 시스템에서 배터리를 검사할 때 배터리 전압이 상한 전압보다 높으면 배터리 충전이 중지됩니다. 4. 방전 부족 전압 보호: 배터리 방전 중에 시스템에서 배터리를 검사하면 배터리 전압이 하한 전압보다 낮을 때 배터리 방전이 중지됩니다. 5. 장비 정전 보호: 장비의 전원이 비정상적으로 꺼지면 현재 프로세스 단계를 계속 실행할 수 있습니다. 비정상적인 채널을 등록하는 기능이 있습니다. 3색 알람 표시등(소리 및 표시등 포함) 대기 중(프로세스가 완료됨)-노란색 표시등; 프로세스가 진행 중입니다(휴면, 충전, 방전) - 녹색 표시등; 시스템 오류(과열, 하드웨어 오류 등) - 빨간색 표시등 및 소리 전체 시스템의 기본 구성 1. 장비의 스위칭 전원 공급 장치의 드라이브 보드 및 내부 방열판의 온도 상승은 ≤30℃이며, 방열판의 소산 전력은 장기 풀 스케일에 따라 설계되어야 합니다. 장비는 오랫동안 안정적으로 작동할 수 있습니다. 2. 장비 교정 주기는 3개월입니다. 장비를 교정한 후 3개월 이내에 모든 채널의 전압 측정 및 제어 정확도가 ≤±(0.1%FS+0.1%RD)이고 전류 측정 및 제어 정확도가 ≤±(0.1%FS+0.1% RD). 삼. 전기 부품 냉각 방식: 팬 배기 냉각. 장비 환경 요구 사항 1. 작업 환경 온도: 25±8℃; 2. 상대 습도: 30% ~ 75%; 3. 장비 환기 요구 사항: 장비 전면 및 후면에서 1.5m, 장비 측면에서 0.8m 이내에 장애물이 없어야 합니다. 4. 설치 위치: 실내, 깨끗한 작업장. 5. 컴퓨터 구성: 각 컴퓨터는 5개를 관리합니다. 세트 (구매자 제공). 4. 장비의 프로세스 동작 흐름: 제어 시작---캐비닛 도어 수동 열림---픽스처 오픈---캐비닛에 셀 로드---픽스처 바짝 죄기---캐비닛 도어 닫기---형성 시작---형성 완료 ---캐비닛 도어는 열림---고정 장치가 열림---배터리 셀이 캐비닛에 배치됩니다.
-
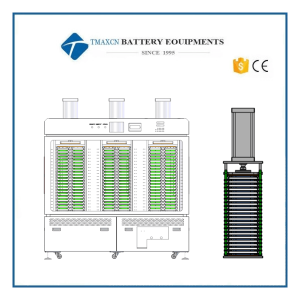
 안내선을 위한 건전지 뜨거운 달력 전극 회전 압박 기계
안내선을 위한 건전지 뜨거운 달력 전극 회전 압박 기계
배터리 핫 배터리 캘린더 파일럿 라인용 전극 압연기 1. 소개 1.1 기능: 이 배터리 전극 시트 연속 압연 생산 라인은 리튬 이온 배터리 극편 생산의 압연 공정에 사용되어 배터리 극편 코일의 연속 압연 생산을 실현하고 배터리 극편 공정에서 요구하는 사양 및 품질을 충족합니다. 1.2 장비 구성 : 주로 풀림 장치, 벨트 연결 장치, 가장자리 트리밍 장치, 먼지 제거 및 철 제거 장치, 가열 롤러 프레스, 프레스 후 벨트 연결 장치, 감기 장치, 유압 시스템, 구동 제어 시스템, 분해 롤러 장치 등을 포함합니다. ; 1.3 장비 레이아웃의 개략도(그림은 오른쪽 유형을 보여주고 왼쪽 유형은 대칭입니다): 2.공정 매개변수 2.1 응용: 리튬 철 인산염, 리튬 코발트 산화물, 리튬 망간산염, 삼항, 리튬 티타네이트 등과 같은 배터리 재료의 압연 공정에 적합합니다. 2.2 들어오는 재료 사양에 적응: 폴 피스 폭 150 ~ 300mm, 재료 롤 직경 ≤500mm 2.3 출력 제품 지표: 2.3.1 압연 후 폴 피스의 두께 균일성: ≤±0.002mm(인입 재료의 필수 두께 정확도: ≤±0.002mm) 2.3.2 와인딩 에지의 정렬 오류: ≤±0.3mm 3. 설치 3.1 메인 엔진 부품은 지상 하중 ≥ 3.5t/를 필요로 합니다. ㎡ (또는 제공된 기초 도면을 기준으로) 3.2 전력 공급: 380V±5%, 50Hz 삼상 5선식 체계 3.3 총 전력: 60kW+10% 안전 계수/단위 3.4 압축 공기: 압력 0.2 ~ 0.7MPa, 유량: 20L/min, 인터페이스 파이프의 외경은 8mm 3.5 작동 환경: 온도 범위 0 ~ +45℃ 상대 습도: ≤30% 3.6 배럴의 내경: 3inch, 배럴 길이 ≤550mm 4. 장비 기능 지표 4.1 연속 압연 라인의 전체 치수(길이*폭*높이): 4.8×2.6×2m 4.2 장비 총중량 : 약 9톤 4.3 장비의 외관 색상: 국가 표준 따뜻한 회색 1C 4.4 배치 : 좌/우 4.5 롤링 속도: 1-12m/분 4.6 롤러 사이의 최대 압력: 1800kN 4.7 전반적인 장비 효율성: OEE≥95% 4.7.1 계산 공식: OEE = 가용성 비율 × 성능 × 제품 적격성 비율 4.7.2 하위 지수 관련 하위 지수 메모 가용성 = 작동 시간 ÷ 계획된 작업 시간 98% 가동률 표현력 = 총 생산량 ÷ (작동시간 min*CPM) 98% 장비 용량 상품적격율 = 실제우수상품수 ÷ 예정우수상품수 99% 비고 : 계산시 재료 수급, 전원 공급, 가스 공급 등 정상적인 생산에 영향을 미치는 요소를 빼십시오. 4.8 설계 및 제조 규정 및 표준: 관련 국가 표준에 부합 5.주요성과지표 5.1 풀기 장치 엘 기능: 특정 장력 제어 하에서 압연을 위한 폴 피스를 수동적으로 제공 엘 풀기 팽창식 갱구: 팽창식 총을 가진 Φ74mm 엘 팽창식 샤프트의 효과적인 사용 길이: 550mm 엘 장력 조정(설정) 범위: 1 ~ 20kgf 엘 장력 제어 정확도: 5% 엘 보정 제어: 적외선 광전 보정 엘 보정 스트로크: ±50mm 엘 에지 제어: 편차 보정 정확도는 ≤±0.2mm입니다. 엘 마그네틱 파우더 브레이크: 50Nm 5.2 전면 연결 장치 엘 기능: 압연 공정 중 폴 피스가 파손되거나 재료 롤을 변경할 때 폴 피스의 낭비를 줄이기 위해 폴 피스를 연결하는 데 사용됩니다. 엘 구성 : 연결판, 압력봉, 에어실린더, 가이드 롤러 및 기타 부품으로 구성되어 있습니다. 엘 제어: 폴 피스를 압축하고 풀기 위해 수동 공압 밸브로 실린더를 제어합니다. 엘 작동: 수동 연결 5.3 가장자리 트리밍 장치 엘 기능: 폴 피스 양면의 코팅되지 않은 호일을 절단하고 압연 중 일관되지 않은 연신율로 인한 폴 피스의 주름을 줄이고 폴 피스 스트립으로 인한 스크랩 비율을 줄이는 데 사용됩니다. 엘 원리: 상부 커팅 블레이드는 나이프에 의존하여 수동으로 공급되며 왼쪽 및 오른쪽 커팅 나이프는 별도로 제어됩니다. 엘 드라이브: 0.55KW 가변 주파수 모터가 회전 속도와 일치하도록 하부 커터 샤프트를 구동합니다. 엘 슬리팅 속도: 슬리팅 속도는 주 기계의 롤링과 동기화됩니다. 엘 상부 커팅 블레이드: Φ100×Φ65×1.2mm 엘 커팅 블레이드: Φ100×Φ65×2mm 5.4 먼지 제거 장치 엘 기능: 폴 피스의 먼지와 거친 부분 청소 엘 구성: 전면 및 후면 롤러 브러시, 에어 실린더, 진공 청소기, 롤러 브러시 구동 모터 등으로 구성됩니다. 엘 원리: 전면 및 후면 롤러 브러시를 사용하여 폴 피스의 먼지와 거친 부분을 털어내고 먼지 흡입 버킷을 통과하면 사이클론 분리기로 먼지와 공기가 분리되고 깨끗한 공기는 팬을 통해 머플러에서 배출됩니다. 정기적으로 먼지를 청소하십시오. 엘 롤러 브러시 수: 2 엘 드라이브: 0.75KW 고압 팬 드라이브 엘 처리 풍량: 2.4m3/min 5.5 전면 댐핑 장치 엘 기능: 압연 공정 중 폴 피스의 지터를 줄이고 스트립이 파손되는 것을 방지합니다. 엘 구성 : 고정가이드롤러, 플로팅가이드롤러, 고정브라켓 등 엘 원리: 폴 피스가 플로팅 가이드 롤러를 통과하여 폴 피스의 지터를 줄이고 폴 피스가 벗겨지는 것을 방지합니다. 5.6 롤러 프레스 엘 구조: 2개의 롤러가 상하로 수평으로 배열됩니다. 엘 프레임: "입" 유형 캐스팅 아치 엘 베어링 시트: 45주강 엘 기초: 전반적인 기초 엘 목록 크기: φ400mm×450mm 엘 롤 재료: 9Cr3Mo(일렉트로슬래그 재용해) 엘 롤 표면의 담금질 층의 깊이: ≥18mm, 롤은 담금질되고 HB280-300 템퍼링됩니다. 엘 롤 표면 거칠기 Ra≤0.2um 엘 목록 cylindricity≤±0.001mm 엘 롤 조립 기계의 방사형 런아웃 공차: ≤±0.002mm 엘 열 롤러 구조: 가열 구멍이 있는 솔리드 롤러 엘 가열 연결 모드: 샤프트 끝은 RHG 로터리 조인트로 연결됩니다. 엘 롤 가열 방식: 금형 온도 가열 컨트롤러 엘 열매체:열전달유 엘 가열 온도: 실온 ~ 120℃, 지속적으로 조정 가능, 디지털 디스플레이 온도 컨트롤러로 제어 엘 롤 표면 온도 균일성 오류(작업 표면): ≤±1℃ 엘 조정 정확도: ±0.5℃ 엘 가열 속도: 실온에서 80℃로 가열, 가열 ≤100분; 실온에서 120℃까지 가열, 가열 ≤150분 엘 화력: 45kW 엘 롤러 프레스의 프리셋 라인 압력: 5t/cm 엘 롤 간격 조정 범위: 0-2mm, 터치 스크린 디스플레이. 엘 롤 간격 조정: 서보 모터가 중간 웨지를 구동하여 볼 나사를 통해 조정합니다. 엘 조정 정확도: 0.001mm 엘 두 롤러 사이의 최대 압력: 1800KN(기체-액체 부스터 펌프로 가압) 엘 드라이브: 기어드 모터는 탄성 핀 커넥터를 통해 롤에 연결되고 롤은 기어에 의해 구동됩니다. 엘 메인 모터 전원: 7.5KW (380V 50HZ 가변 주파수 속도 조절 모터) 엘 압연 속도: 1-12m/min(무단 속도 조절) 엘 전기 제어: PLC 프로그램 제어, 터치스크린 작동. 엘 작업 압력: 기액 부스터 펌프 엘 압력 방식: 유압 실린더를 낮추고 압력을 높입니다. 엘 액압 실린더 직경: φ220mm 엘 유압 시스템: 최대 압력은 31.5MPa입니다. 엘 호스트 장치 크기: (길이 × 너비 × 높이) 약 2800mm × 950mm × 1930mm 엘 배열: 좌/우 (피드 끝의 좌측 동력구동부가 좌형, 우측이 우형) 엘 장비의 외관 : 색상은 국제 표준 따뜻한 회색 1C 또는 고객 요구 사항에 따라 사용자 정의 엘 호스트 무게: 약 6톤 5.7 후방 진동 감쇠 장치 엘 기능: 압연 공정 중 폴 피스의 지터를 줄이고 스트립이 파손되는 것을 방지합니다. 엘 구성 : 고정가이드롤러, 플로팅가이드롤러, 고정브라켓 등 엘 원리: 폴 피스가 플로팅 가이드 롤러를 통과하여 폴 피스의 지터를 줄이고 폴 피스가 벗겨지는 것을 방지합니다. 5.8 와인딩 장치 엘 기능: 롤 폴 피스를 코일로 모으기 엘 구성: 팽창식 샤프트, 편차 보정, 마그네틱 파우더 클러치, 와인딩 감속기, 프레임 등 엘 원리: 롤링 후 폴 피스를 코일로 수집하고 코일의 가장자리를 보정 메커니즘으로 깔끔하게 제어합니다. 엘 팽창식 갱구 되감기: 팽창식 총을 가진 Φ74mm 엘 팽창식 샤프트의 효과적인 사용 길이: 550mm 엘 장력 조정(설정) 범위: 1 ~ 20kgf 엘 장력 제어 정확도: 5% 엘 보정 제어: 적외선 광전 보정 엘 보정 스트로크: ±50mm 엘 에지 제어: 편차 보정 정확도는 ≤±0.2mm입니다. 엘 마그네틱 파우더 클러치: 50Nm 엘 감기 힘: 1.5KW 감소 모터 5.9 구동 제어 시스템 엘 전체 연속 압연 생산 라인의 각 구성 요소의 구동은 작동 패널에서 중앙에서 작동되는 다양한 사양 및 모델의 모터에 의해 구동되며 모든 구동 모터에는 과부하 보호 장치가 장착되어 있습니다. 엘 제어 부분에는 터치 스크린, PLC, 메인 모터 인버터, 롤러 갭 서보 모터 드라이버, 장력 컨트롤러, 보정 컨트롤러 등이 포함됩니다. 엘 시스템 작동은 PLC 제어, 터치 스크린 및 버튼 작동 모드를 채택하고 서스펜션 작동 스테이션, 압연기 공급 끝 및 권취 및 풀기 작동 끝에서 비상 정지 버튼이 제공되어 작업자의 안전을 보장합니다. 엘 시스템의 주요 제어 항목은 다음과 같습니다. 엘 롤러 프레스 시작, 정지, 표시, 과부하 보호 엘 유압 시스템 시작, 정지, 지시 엘 롤링 속도 설정, 속도 표시 엘 압력 설정, 압력 표시 엘 롤러 압력 매개변수(압력, 롤러 갭) 삭제 및 메모리 기능 포함 엘 폴 피스 모델에 따라 롤링 매개변수를 자동으로 복원할 수 있습니다. 엘 미터 카운팅 기능 엘 이상 경보 기능 엘 MES 데이터 출력 도킹 기능 탑재, 도킹 방법 및 데이터베이스 수집 방법은 구매자가 제공 5.10 롤러 분해 장치 엘 기능: 이 장치는 롤 교체 또는 유지 보수에 사용되며 롤 분해 작업 시간을 줄이고 작업자의 노동 강도를 줄입니다. 엘 구성: 롤 제거 브래킷, 롤 제거 가이드 레일 등으로 구성됩니다. 엘 작업: 롤을 분해할 때 롤과 초크를 분리 가이드 레일 밖으로 밀어내고 크레인이나 지게차를 사용하여 롤을 분해하여 운반하십시오. 설치는 반대 단계로 수행됩니다. 6. 구성 목록 아니요. 이름 브랜드/모델 메모 1 롤러 싱타이 시노스틸 적합성 인증서 2 베어링 Bush / Luo shaft 삼 감속기 Boneng/Guomao 4 PLC 지멘스/델타 5 터치 스크린 지멘스/델타 6 주파수 변환기 지멘스/델타 7 롤 갭 조정 서보 시스템 지멘스/델타 8 전기 부품 슈나이더, 친트 9 EPC 아이보/티마코 10 기액 부스터 펌프 미국 AZ 11 공압 부품 에어택/SMC 에어 파이프는 파란색 7. 예비 부품 목록 아니요. 이름 수량 단위 메모 1 닥터 블레이드 4 개 2 상부 커터날 2 개 삼 하단 커터 블레이드 2 개 4 유압 라인 씰 2 세트 5 롤 교체 액세서리 1 세트 작업장 당 1 세트 6 간단한 장비 유지 관리 도구 1 세트 공구 상자 8. 소모 부품 목록 아니요. 이름 사양 수량 상표 참조 교체 주기 1 닥터 블레이드 0.2*30*450mm 2 스위스 15 일 2 상부 커터날 Φ100*1.2 2 국내의 15 일 삼 하단 커터 블레이드 Φ100*2 2 국내의 15 일 4 롤러 Φ400*450 2 시노스틸 6 개월 (갈기) 5 기어 오일 VG320 50L 만리장성 12 개월 6 유압 오일 L-HV150 20L 만리장성 12 개월 7 저마찰 실린더 2 에어택/SMC 2 년 8 3축 실린더 2 에어택/SMC 2 년 9 초박형 실린더 4 에어택/SMC 2 년 10 풀 밸브 5 에어택/SMC 2 년 11 전자기 밸브 4 에어택/SMC 2 년 12 축 팬 2 2 년 13 전위차계 1 슈나이더 2 년
-
 파우치 셀 제조를 위한 자동 핫 프레스 압력 형성 기계
파우치 셀 제조를 위한 자동 핫 프레스 압력 형성 기계
-
 5V20A 64 채널 파우치 셀 생산 라인을 위한 수직 파우치 셀 핫 프레스 압력 형성 기계
5V20A 64 채널 파우치 셀 생산 라인을 위한 수직 파우치 셀 핫 프레스 압력 형성 기계
-
 이중 판 300C 또는 500C가 있는 수동 편평한 유압 핫 펠렛 프레스
이중 판 300C 또는 500C가 있는 수동 편평한 유압 핫 펠렛 프레스
이중 판 300C 또는 500C가 있는 수동 편평한 유압 핫 펠렛 프레스
-
 300C 500C 실험실 수동 원통형 전기 유압 핫 펠렛 프레스
300C 500C 실험실 수동 원통형 전기 유압 핫 펠렛 프레스
300C 500C 실험실 수동 원통형 전기 유압 핫 펠렛 프레스
-
 이중 가열 다이가 있는 300C 500C 24T 실험실 수동 편평한 열 수압기
이중 가열 다이가 있는 300C 500C 24T 실험실 수동 편평한 열 수압기
이중 가열 다이가 있는 300C 500C 24T 실험실 수동 편평한 열 수압기
-
 실험실은 이중 열판 300C 500C가 있는 수동 통합 고온 유압 프레스를 확대했습니다.
실험실은 이중 열판 300C 500C가 있는 수동 통합 고온 유압 프레스를 확대했습니다.
실험실은 이중 열판 300C 500C가 있는 수동 통합 고온 유압 프레스를 확대했습니다.
-
 프로그래밍 가능한 컨트롤러가있는 실험실 지능형 자동 분말 태블릿 프레스 20T ~ 100T
프로그래밍 가능한 컨트롤러가있는 실험실 지능형 자동 분말 태블릿 프레스 20T ~ 100T
프로그래밍 가능한 컨트롤러가있는 실험실 지능형 자동 분말 태블릿 프레스 20T ~ 100T
-
 고정밀 압력 제어 기능이 있는 300C 500C 40T 실험실 플랫 자동 유압 핫 프레스
고정밀 압력 제어 기능이 있는 300C 500C 40T 실험실 플랫 자동 유압 핫 프레스
고정밀 압력 제어 기능이 있는 300C 500C 40T 실험실 플랫 자동 유압 핫 프레스
-
 15T 30T 미니 4열 수동 분말 타블렛 유압 프레스
15T 30T 미니 4열 수동 분말 타블렛 유압 프레스
15T 30T 미니 4열 수동 분말 타블렛 유압 프레스
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

