 English▼
English▼




- 배터리 파일럿 / 생산 라인
- 배터리 실험실 조립
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- 리튬 이온 배터리 자료
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 모든 배터리 조립기
- Lithium Battery Production Plant
- 진공 글로브 박스
- 용광로
- 수압기
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- 볼 밀
- 행성 원심 믹서 / 밀
- 실험실 기계
- 금속 전극 거품
- WhatsApp : +86 18659217588
- 메일 주소 : David@tmaxcn.com
- 메일 주소 : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
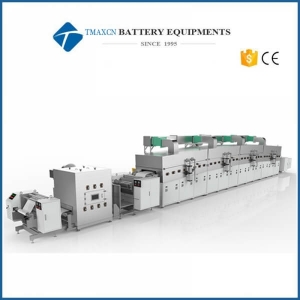
 리튬 이온 배터리에 대 한 6 미터 건조 오븐 롤 롤 코팅 기
리튬 이온 배터리에 대 한 6 미터 건조 오븐 롤 롤 코팅 기
코팅 기 티 맥스-DYG-132MS 단일 면 지속적 이며 간헐적인 코팅 기계에 주로 사용 슬러리 건조 리튬 배터리 전극 코팅의 과정입니다. 배터리 코팅 기계, 연속 및 간헐 코팅 모드 채택 위해 주로 사용 된다 리튬 배터리 파일럿 규모 생산 라인입니다.
-
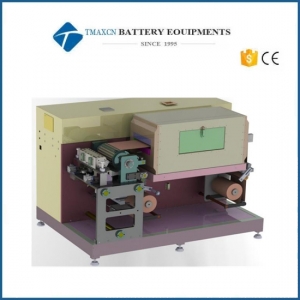
 리튬 이온 배터리 연속 자동 코팅기
리튬 이온 배터리 연속 자동 코팅기
리튬 이온 배터리 연속 자동 코팅기
-
 리튬 배터리 전극 제작을위한 실험실 간헐적 코팅기
리튬 배터리 전극 제작을위한 실험실 간헐적 코팅기
-
 생산 용 다이어프램 코팅기
생산 용 다이어프램 코팅기
생산 용 다이어프램 코팅기
-
 생산 라인용 배터리 전극 간헐 코팅기
생산 라인용 배터리 전극 간헐 코팅기
-
 간헐 및 연속 코팅이 가능한 배터리 생산 이송 코팅기
간헐 및 연속 코팅이 가능한 배터리 생산 이송 코팅기
-
 배터리 전극 압출 슬롯 다이 코팅기
배터리 전극 압출 슬롯 다이 코팅기
-
 옵션 길이 오븐으로 만드는 리튬 배터리 전극용 연속 롤투롤 코팅기
옵션 길이 오븐으로 만드는 리튬 배터리 전극용 연속 롤투롤 코팅기
1. 티맥스-JS 콤팩트 핫 롤링 실린더 프레스 최대 작동 온도 150 ° 씨 , 글러브 박스 내부 또는 외부 모두에 배터리 전극을 준비하도록 설계되었습니다. 하이 토크 DC 모터는 Ar 가스와 호환됩니다. 코팅 후 리튬 이온 배터리 연구에서 전극의 활물질 밀도를 높이는 것과 같은 응용 분야에서 잘 작동합니다. 그것은 150의 가열 용량을 가진 한 쌍의 강철 롤러를 가지고 있습니다. ° 씨 최대 2. TMAX-JS Ar 가스 환경에서 안전한 작동을 위해 24V DC 모터가 장착되어 있습니다.
-
 리튬 전지 음극과 양극 코팅을 위한 건전지 이동 간헐적 코팅기 기계
리튬 전지 음극과 양극 코팅을 위한 건전지 이동 간헐적 코팅기 기계
-
 원통형 셀 전극 제작용 이송 간격 코팅기
원통형 셀 전극 제작용 이송 간격 코팅기
-
 배터리 생산 라인용 롤투롤 자동 코팅기
배터리 생산 라인용 롤투롤 자동 코팅기
롤투롤 자동 코팅기 배터리 생산 라인용 최대 코팅 속도 15m/분의 배터리 전극용 자동 롤투롤 코팅 시스템입니다. 차세대 충전식 배터리의 프로토타입에 적합합니다. 금속 호일 롤 풀기(릴링 아웃), 코팅 블레이드, 베이킹 오븐 및 최종 전극 감기(릴 인)의 기능/특징과 터치 스크린 조작이 통합되어 고객의 편의를 극대화합니다. 모델 유형 슬롯 다이 코터 리버스 쉼표 코터 분리막/미세오목코팅기 산업 적응성 리튬 배터리 전극 코팅 리튬 배터리 분리막 코팅 코팅 방법 연속 코팅/간극 코팅 연속 코팅 되감기 및 풀기 구성 단일 축/이축 수동 롤 변경, 자동 롤 변경 단일 축/이축 수동 롤 변경, 이중 축 자동 롤 변경 1축/2축 수동 변경 기판 처리 / 오븐 예열 / 다림질 롤러(평면 조절) 난방 기능 전기/증기/기름 가열 건조 오븐 구성 액티브 롤러 + 서스펜션 오븐, 길이 옵션 1. 액티브 클라이밍 + 패시브 패싱 롤러, 길이 옵션 2. 액티브 클라이밍 + 패시브 패싱 롤러 + 액티브 다운힐, 길이 옵션 3. 액티브 클라이밍 + 플로팅 오븐, 길이 옵션 곡선 활성 롤러, 길이 옵션 기계적 속도 코팅 속도 +10% 코팅 속도 15-30m/min(모델에 따라 다름) 1-15m/min(모델에 따라 다름) 50m/min 80m/min 100m/min(모델에 따라 다름) 코팅 폭 500mm/650mm 500mm/600mm/650mm 700mm/900mm/1200mm 코팅 두께 50-150um 60-150um 1-5um 두께 정확도 ±0.5um(도금 두께 >1um일 때) 장점 1. 공급 시스템과 제어 시스템 간의 긴밀한 협력으로 ±1%의 중량 오차로 안정적이고 고정밀 코팅을 실현합니다. 2. 대량 생산에 적합한 안정적인 구조; 3. 작동하기 쉬운 터치 스크린 인터페이스 디자인; 4. 온라인 영역 밀도 감지 시스템(옵션), 온라인 CCD 육안 검사 시스템(옵션), 불량 섹션 식별 시스템(옵션) 1. 스틸 롤러, 고무 롤러 및 스크레이퍼의 설치 구조가 간단하여 유지 보수가 편리합니다. 2. 제어 시스템은 작동이 편리하고 간단하며 터치 스크린 인터페이스는 간단하고 이해하기 쉽습니다. 3. 헤드 및 테일 두께 조정 기능, 블레이드 갭의 자동 폐쇄 루프 조정, 폐쇄 루프 장력 제어 시스템 코팅 길이 측정 기능(선택 사항), 전면 및 후면 정렬 시스템, 오븐 과열 보호 시스템, 온라인 결함 검사 시스템(선택 사항) 1. 제어 시스템은 작동이 편리하고 간단하며 터치 스크린 인터페이스는 간단하고 이해하기 쉽습니다. 2. 낮은 장력 작동을 달성하기 위한 스윙 롤러 구조 + 폐루프 장력 제어 시스템; 3. 장비 사용 범위를 개선하기 위해 예열 오븐을 통해 기판의 요철을 처리합니다. 4. 우리 회사에서 개발하고 생산하는 폐쇄 형 공급 캐비티는 균일 한 스크래핑과 쉬운 청소 및 r을 가지고 있습니다. 배치.
-
 연속 및 간헐 모드의 배터리 롤 투 롤 트랜스퍼 코팅기
연속 및 간헐 모드의 배터리 롤 투 롤 트랜스퍼 코팅기
-
 간헐적인 구멍은 기계 건조용 오븐 및 감기 & 풀기 체계를 가진 코팅 Coater 죽습니다
간헐적인 구멍은 기계 건조용 오븐 및 감기 & 풀기 체계를 가진 코팅 Coater 죽습니다
건조용 오븐과 Winding&Unwinding 체계를 가진 간헐적인 구멍은 코팅 Coater 기계 죽습니다 장비 사양 1. 기질의 두께: 알루미늄 호일: 0.010--0.030mm 구리 호일: 0.006-0.030mm 2. 기판의 폭: 알루미늄 호일: 100-320mm 구리 호일: 100-320mm 3. 최대 코팅 습식 필름 두께: 80--400µm(페이스트 점도 조건에서) 4. 코팅의 최대 폭: 3 6 0mm, 5. 코팅 롤 표면의 최대 폭(스틸 롤): 45 0mm 6. 기계적 이송 속도: 0.5-7M/min(최대 속도) 7. 코팅 속도: 0.1-1.0M/min이 가장 좋습니다. 8. 오븐 길이: 오븐 1개 섹션 × 1. 5 m/섹션 = 1. 5 미디엄 장비 성능 1. 코팅 방법: 압출 코팅 간헐 코팅 거리: 5-8000mm±1mm(배터리 사양에 따라 조정 가능). 2. 코팅 정확도: 2.1. 건조 두께의 정확도 오차: 단면 양극: ±2.5µm 음극 ±2.5µm(단면 측정의 경우 4-5포인트, 수직 단면 측정 거리의 경우 100mm). 2.2. 전면 및 후면 코팅의 정렬 오류: ≤±1.0mm 2.3. 평균 길이 오류: ≤±1.0mm 2.4. 평균 폭 오류: ≤±1.0mm 참고: 위의 지수 1과 2는 슬러리 조건(점도, 입자 크기, 균일성 등)이 장비의 다양한 매개변수 설정과 일치할 때 가장 잘 작동합니다. 3. 코어 내경: 에어 샤프트 포함 3인치 4. 장력제어 : 스윙암장력 PID제어 5. 보정 컨트롤러 정확도: ±0.01mm; 보정 정확도: ±1mm 6. 작업자가 정면에서 도장기구를 조작 7. 건조 형태: (1) 열풍 건조: 열풍 순환(상향 공기 공급); 또는 상부 및 하부 공기 공급; (2) 가열 방식: 전기 가열 5.0KW×1구간=5.0KW; (3) 히터; 8. 오븐 길이: 오븐 1구간 × 1.0m/구간 = 1.0m 9. 오븐 재질 : 내부와 외부 모두 스테인레스 스틸로 제작되었습니다. 10. 오븐 온도: 실내 온도--조정가능한 150℃, 온도 조종 정확도 <±5℃; 프로세스 흐름 풀림 장치에 놓인 전극 시트 기재는 자동 편차 보정 후 스윙 암 장력 시스템에 들어갑니다. 풀림 장력을 조절한 후 코팅 헤드에 들어가 코팅 시스템의 설정 절차에 따라 전극 슬러리를 코팅합니다. 코팅된 습식 전극 시트는 뜨거운 공기로 건조하기 위해 오븐에 들어갑니다. 건조된 전극 시트의 장력은 장력 시스템에 의해 조절되며 권취 속도가 동시에 제어되어 코팅 속도와 동기화됩니다. 전극 시트는 보정 시스템에 의해 자동 보정되어 중앙 위치를 유지하고 와인딩 장치에 의해 권취됩니다. 장치 1. 풀림 메커니즘(자동 편차 보정 장치 포함) 이 장치는 서보 풀림, 장력 제어가 있는 풀림 샤프트, 자동 편차 보정 시스템 등으로 구성됩니다. 코일이 당겨져 자동 편차 보정 후 스윙 암 장력 장치에 들어갑니다. 이 장치는 작동 중 장력 변화를 센서를 통해 장력 컨트롤러로 전송하여 일정한 장력을 달성합니다. 2. 스윙 암 장력 메커니즘 메커니즘은 롤러, 위치 센서 등으로 구성됩니다. 스윙 암 텐션 시스템은 릴의 가속, 감속, 풀림 및 시동, 코팅 간격 동안의 공간 변동으로 인한 저장 공간의 일시적인 변화를 흡수하여 코팅이 최소화됩니다. 스윙 암의 위치에 따라 기판의 장력을 조절하여 코팅 공정시 기판이 일정한 장력을 유지하도록 하고, 풀림 속도와 코팅 속도를 제어하여 동기화를 유지합니다. 3. 코팅 메커니즘 이 기계는 PLC에 의해 제어되며 정밀 기계 및 광학 기계 통합의 첨단 자동화 장비를 갖추고 있습니다. 압출 다이, 코팅 롤러, 구동 모터, 광섬유 센서, 정밀 베어링 및 고성능 공압 부품으로 구성됩니다. 그 중 구동 모터, 감속기, 공압 제어 및 코팅 롤러의 베어링은 정밀 베어링입니다. 인간-기계 인터페이스, PLC 등은 간헐적 코팅 시스템을 구성하고 코팅 프로그램은 사용자의 프로세스 크기에 따라 설계됩니다. 코팅 방법에는 연속 코팅과 간헐 코팅의 두 가지 작업 모드가 있습니다. 간헐 코팅의 경우, 첫 번째 면과 뒷면의 코팅 길이와 간헐적 간격을 각각 설정할 수 있으며, 각 면에 두 개의 코팅 길이를 별도로 설정할 수 있습니다. 사용자의 특별한 요구 사항을 충족하는 간헐적 거리. 설정된 매개변수는 0.01mm의 분해능 정확도로 배터리(단일 펄스) 사양에 따라 지속적으로 조정할 수 있습니다. 첫 번째 표면을 추적하는 광섬유 센서에 의해 후면 코팅이 자동으로 배치된 후 후면에 설정된 매개 변수에 따라 코팅이 수행됩니다. 애플리케이터 롤 및 백 롤 속도 표시기가 설정되어 터치 스크린에 표시됩니다. 4. 건조 시스템 건조 시스템은 히터, 팬, 배기 덕트 및 공기 구멍, 단열 박스, 검사 도어 등으로 구성됩니다. 단열 박스는 1.0m 단면으로 총 한 단면입니다. 상자의 내부 및 외부 부분은 스테인레스 스틸 폴로 만들어집니다. 박스 본체는 열 손실을 방지하고 안전한 작동을 위한 단열 구조입니다. 코팅된 젖은 극 조각이 건조 상자에 들어간 후 상자는 효율적인 건조를 위해 상부 공기 건조 방식을 채택합니다. 건조를 위해 건조한 공기를 팬으로 보내 열풍 히터로 가열한 다음 내부로 보냅니다. 에어홀에 의해 젖은 코팅면에 고르게 분사되고, 건조된 공기는 배기팬에 의해 실외로 배출됩니다. 5. 테이크업 기구 이 장치는 오븐 콘센트, 스윙 암 장력 메커니즘, 벨트 구동 장치 및 권선 장력 센서 시스템으로 구성됩니다. 템포는 동기화 상태를 유지합니다. 6. 되감기 메커니즘 이 장치는 서보 모터, 와인딩 샤프트 및 자동 편차 보정 시스템으로 구성됩니다. 와인딩 과정에서 장치는 와인딩 샤프트가 폴 피스의 위치를 추적하도록 하여 와인딩 폴 피스의 가장자리를 깔끔하게 유지할 수 있습니다. 7. 코팅 및 건조 자동 제어 시스템 (1) 코팅 제어 시스템: 이 시스템은 PLC, 서보 모터, 터치 스크린 및 광섬유 센서로 구성됩니다. 인간-기계 인터페이스로서 터치 스크린은 친근한 그림, 직관적인 디스플레이 및 편리한 작동을 제공합니다. 이 기계의 코팅 공정 중에 코팅 롤러의 라인 속도, 코팅 속도 및 코팅 시트 수가 터치 스크린에 자동으로 표시되며 설정된 매개 변수는 요구 사항에 따라 언제든지 미세하게 수정할 수 있습니다. 생산 과정. (2) 온도 및 제어 : 온도 조절기, 열전대, 히터, 릴레이 등으로 구성되어 있으며, 건조로 각 구간의 내부 온도를 측정하여 자동으로 제어하는 시스템 주요 구성 기계 제어 시스템 및 구조 시스템은 고도로 통합된 폐쇄 루프 제어 시스템이며 주요 구성은 다음과 같습니다. 아니요. 이름 세부 콘텐츠 1 랙 구조 통합된 수직 플레이트 구조, 포용 처리 및 위치 정확도와 안정성을 보장하는 정밀 위치 지정 핀 2 풀림 부분 수정 양식 광전 엣지 패트롤, 모터 구동, 전반적인 움직임 보정 보정 스트로크 ±50mm 풀기 형태 모터 감속기의 자동 풀림 롤업 방식 3" 에어 샤프트 최대 롤 직경 φ300 삼 코팅 롤러 크기 φ210*360 재료 탄소강, 크롬 도금 드라이브 모드 서보 모터 + 감속기 4 코팅 모드 압출 헤드 유효 폭 300mm, 재질: 스테인레스 스틸 도금 카바이드 압출 헤드 위치 제어 시스템 실린더 푸시, 기계적 조정, 메커니즘의 정밀 조정 압출 머리 막 경골 압력 고정밀 압력 게이지 0-1MPa 5 공급 시스템 나사 펌프 Bingshen pump HEISHIN servo control feeding 이송 탱크 5L, 항온 조절, 액면 조절, 공압식 교반, 필터 코팅 밸브 공압 단일 밸브 파이프라인 시스템 막다른 길이 없는 위생 배관 시스템 6 장력 제어 시스템 구조 유형 스윙 암 장력, 저마찰 실린더 7 가이드 롤러(오버 롤러) 제어 모드 속도 PID 제어 장력(N) 30-80N 알루미늄 합금 롤, 폭 340mm, 경질 알루마이트 처리 8 운영 패널 터치 스크린 기능 인터페이스에 따라 작동 9 운영 플랫폼 단추 일부 기능은 버튼 조작과 동일 1. 전면 및 후면 장력 자동 제어: 1.1 완전 통합 파나소닉 체계; 1.2 풀림 메커니즘; 1.3 되감기 장치 1.4 모터 풀기. 2. 전면 및 후면 자동 보정 시스템: 2.1 보정 컨트롤러: Aibo 보정 시스템; 2.2 감지 헤드: 광전 감지 3. 주 제어 시스템: 3.1 작동 인터페이스: 터치 스크린; 3.2 코팅 샤프트 및 스틸 롤러: Yaskawa 서보 모터; 3.3 압출 다이: 실린더 구동; 3.4 프로그램 컨트롤러: Panasonic PLC 및 제어 모듈; 3.5 난방 튜브: 국내; 3.6 온도 제어 프로브: 열전대. 4. 오븐: 4.1 상자 안팎의 재질: 스테인리스 스틸: ( SS304 스테인레스 스틸 ) 4.2 상자 절연: 절연층의 두께는 50mm입니다. 4.3 팬: 국내; 4.4 공기 덕트: 스테인리스 스틸; 4.5 랙: 탄소강 부품 + 페인트 5. 기계 헤드 및 풀림 통합 부품 기계 테일 및 수신 부품 5.1 작업대: 니켈 도금 표면; 5.2 대형 베어링 시트: 니켈 도금 표면; 5.3 코팅 롤러: 표면에 크롬 도금을 한 탄소강; 5.4 고무 롤러: 부식 방지 고무; 5.5 알루미늄 롤러: 알루미늄 합금(표면 양극 산화 경질 양극 산화) 5.6 팽창식 샤프트: 표면에 크롬 도금
-
 양면 슬롯 다이 코팅기
양면 슬롯 다이 코팅기
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

