 English▼
English▼




- 배터리 파일럿 / 생산 라인
- 배터리 실험실 조립
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- 리튬 이온 배터리 자료
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 모든 배터리 조립기
- Lithium Battery Production Plant
- 진공 글로브 박스
- 용광로
- 수압기
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- 볼 밀
- 행성 원심 믹서 / 밀
- 실험실 기계
- 금속 전극 거품
- WhatsApp : +86 18659217588
- 메일 주소 : David@tmaxcn.com
- 메일 주소 : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 안내선을 위한 건전지 뜨거운 달력 전극 회전 압박 기계
안내선을 위한 건전지 뜨거운 달력 전극 회전 압박 기계
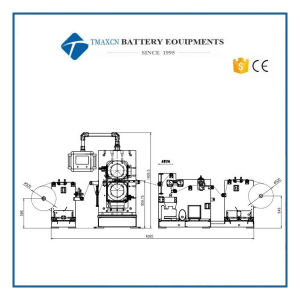
배터리 핫 배터리 캘린더 파일럿 라인용 전극 압연기 1. 소개 1.1 기능: 이 배터리 전극 시트 연속 압연 생산 라인은 리튬 이온 배터리 극편 생산의 압연 공정에 사용되어 배터리 극편 코일의 연속 압연 생산을 실현하고 배터리 극편 공정에서 요구하는 사양 및 품질을 충족합니다. 1.2 장비 구성 : 주로 풀림 장치, 벨트 연결 장치, 가장자리 트리밍 장치, 먼지 제거 및 철 제거 장치, 가열 롤러 프레스, 프레스 후 벨트 연결 장치, 감기 장치, 유압 시스템, 구동 제어 시스템, 분해 롤러 장치 등을 포함합니다. ; 1.3 장비 레이아웃의 개략도(그림은 오른쪽 유형을 보여주고 왼쪽 유형은 대칭입니다): 2.공정 매개변수 2.1 응용: 리튬 철 인산염, 리튬 코발트 산화물, 리튬 망간산염, 삼항, 리튬 티타네이트 등과 같은 배터리 재료의 압연 공정에 적합합니다. 2.2 들어오는 재료 사양에 적응: 폴 피스 폭 150 ~ 300mm, 재료 롤 직경 ≤500mm 2.3 출력 제품 지표: 2.3.1 압연 후 폴 피스의 두께 균일성: ≤±0.002mm(인입 재료의 필수 두께 정확도: ≤±0.002mm) 2.3.2 와인딩 에지의 정렬 오류: ≤±0.3mm 3. 설치 3.1 메인 엔진 부품은 지상 하중 ≥ 3.5t/를 필요로 합니다. ㎡ (또는 제공된 기초 도면을 기준으로) 3.2 전력 공급: 380V±5%, 50Hz 삼상 5선식 체계 3.3 총 전력: 60kW+10% 안전 계수/단위 3.4 압축 공기: 압력 0.2 ~ 0.7MPa, 유량: 20L/min, 인터페이스 파이프의 외경은 8mm 3.5 작동 환경: 온도 범위 0 ~ +45℃ 상대 습도: ≤30% 3.6 배럴의 내경: 3inch, 배럴 길이 ≤550mm 4. 장비 기능 지표 4.1 연속 압연 라인의 전체 치수(길이*폭*높이): 4.8×2.6×2m 4.2 장비 총중량 : 약 9톤 4.3 장비의 외관 색상: 국가 표준 따뜻한 회색 1C 4.4 배치 : 좌/우 4.5 롤링 속도: 1-12m/분 4.6 롤러 사이의 최대 압력: 1800kN 4.7 전반적인 장비 효율성: OEE≥95% 4.7.1 계산 공식: OEE = 가용성 비율 × 성능 × 제품 적격성 비율 4.7.2 하위 지수 관련 하위 지수 메모 가용성 = 작동 시간 ÷ 계획된 작업 시간 98% 가동률 표현력 = 총 생산량 ÷ (작동시간 min*CPM) 98% 장비 용량 상품적격율 = 실제우수상품수 ÷ 예정우수상품수 99% 비고 : 계산시 재료 수급, 전원 공급, 가스 공급 등 정상적인 생산에 영향을 미치는 요소를 빼십시오. 4.8 설계 및 제조 규정 및 표준: 관련 국가 표준에 부합 5.주요성과지표 5.1 풀기 장치 엘 기능: 특정 장력 제어 하에서 압연을 위한 폴 피스를 수동적으로 제공 엘 풀기 팽창식 갱구: 팽창식 총을 가진 Φ74mm 엘 팽창식 샤프트의 효과적인 사용 길이: 550mm 엘 장력 조정(설정) 범위: 1 ~ 20kgf 엘 장력 제어 정확도: 5% 엘 보정 제어: 적외선 광전 보정 엘 보정 스트로크: ±50mm 엘 에지 제어: 편차 보정 정확도는 ≤±0.2mm입니다. 엘 마그네틱 파우더 브레이크: 50Nm 5.2 전면 연결 장치 엘 기능: 압연 공정 중 폴 피스가 파손되거나 재료 롤을 변경할 때 폴 피스의 낭비를 줄이기 위해 폴 피스를 연결하는 데 사용됩니다. 엘 구성 : 연결판, 압력봉, 에어실린더, 가이드 롤러 및 기타 부품으로 구성되어 있습니다. 엘 제어: 폴 피스를 압축하고 풀기 위해 수동 공압 밸브로 실린더를 제어합니다. 엘 작동: 수동 연결 5.3 가장자리 트리밍 장치 엘 기능: 폴 피스 양면의 코팅되지 않은 호일을 절단하고 압연 중 일관되지 않은 연신율로 인한 폴 피스의 주름을 줄이고 폴 피스 스트립으로 인한 스크랩 비율을 줄이는 데 사용됩니다. 엘 원리: 상부 커팅 블레이드는 나이프에 의존하여 수동으로 공급되며 왼쪽 및 오른쪽 커팅 나이프는 별도로 제어됩니다. 엘 드라이브: 0.55KW 가변 주파수 모터가 회전 속도와 일치하도록 하부 커터 샤프트를 구동합니다. 엘 슬리팅 속도: 슬리팅 속도는 주 기계의 롤링과 동기화됩니다. 엘 상부 커팅 블레이드: Φ100×Φ65×1.2mm 엘 커팅 블레이드: Φ100×Φ65×2mm 5.4 먼지 제거 장치 엘 기능: 폴 피스의 먼지와 거친 부분 청소 엘 구성: 전면 및 후면 롤러 브러시, 에어 실린더, 진공 청소기, 롤러 브러시 구동 모터 등으로 구성됩니다. 엘 원리: 전면 및 후면 롤러 브러시를 사용하여 폴 피스의 먼지와 거친 부분을 털어내고 먼지 흡입 버킷을 통과하면 사이클론 분리기로 먼지와 공기가 분리되고 깨끗한 공기는 팬을 통해 머플러에서 배출됩니다. 정기적으로 먼지를 청소하십시오. 엘 롤러 브러시 수: 2 엘 드라이브: 0.75KW 고압 팬 드라이브 엘 처리 풍량: 2.4m3/min 5.5 전면 댐핑 장치 엘 기능: 압연 공정 중 폴 피스의 지터를 줄이고 스트립이 파손되는 것을 방지합니다. 엘 구성 : 고정가이드롤러, 플로팅가이드롤러, 고정브라켓 등 엘 원리: 폴 피스가 플로팅 가이드 롤러를 통과하여 폴 피스의 지터를 줄이고 폴 피스가 벗겨지는 것을 방지합니다. 5.6 롤러 프레스 엘 구조: 2개의 롤러가 상하로 수평으로 배열됩니다. 엘 프레임: "입" 유형 캐스팅 아치 엘 베어링 시트: 45주강 엘 기초: 전반적인 기초 엘 목록 크기: φ400mm×450mm 엘 롤 재료: 9Cr3Mo(일렉트로슬래그 재용해) 엘 롤 표면의 담금질 층의 깊이: ≥18mm, 롤은 담금질되고 HB280-300 템퍼링됩니다. 엘 롤 표면 거칠기 Ra≤0.2um 엘 목록 cylindricity≤±0.001mm 엘 롤 조립 기계의 방사형 런아웃 공차: ≤±0.002mm 엘 열 롤러 구조: 가열 구멍이 있는 솔리드 롤러 엘 가열 연결 모드: 샤프트 끝은 RHG 로터리 조인트로 연결됩니다. 엘 롤 가열 방식: 금형 온도 가열 컨트롤러 엘 열매체:열전달유 엘 가열 온도: 실온 ~ 120℃, 지속적으로 조정 가능, 디지털 디스플레이 온도 컨트롤러로 제어 엘 롤 표면 온도 균일성 오류(작업 표면): ≤±1℃ 엘 조정 정확도: ±0.5℃ 엘 가열 속도: 실온에서 80℃로 가열, 가열 ≤100분; 실온에서 120℃까지 가열, 가열 ≤150분 엘 화력: 45kW 엘 롤러 프레스의 프리셋 라인 압력: 5t/cm 엘 롤 간격 조정 범위: 0-2mm, 터치 스크린 디스플레이. 엘 롤 간격 조정: 서보 모터가 중간 웨지를 구동하여 볼 나사를 통해 조정합니다. 엘 조정 정확도: 0.001mm 엘 두 롤러 사이의 최대 압력: 1800KN(기체-액체 부스터 펌프로 가압) 엘 드라이브: 기어드 모터는 탄성 핀 커넥터를 통해 롤에 연결되고 롤은 기어에 의해 구동됩니다. 엘 메인 모터 전원: 7.5KW (380V 50HZ 가변 주파수 속도 조절 모터) 엘 압연 속도: 1-12m/min(무단 속도 조절) 엘 전기 제어: PLC 프로그램 제어, 터치스크린 작동. 엘 작업 압력: 기액 부스터 펌프 엘 압력 방식: 유압 실린더를 낮추고 압력을 높입니다. 엘 액압 실린더 직경: φ220mm 엘 유압 시스템: 최대 압력은 31.5MPa입니다. 엘 호스트 장치 크기: (길이 × 너비 × 높이) 약 2800mm × 950mm × 1930mm 엘 배열: 좌/우 (피드 끝의 좌측 동력구동부가 좌형, 우측이 우형) 엘 장비의 외관 : 색상은 국제 표준 따뜻한 회색 1C 또는 고객 요구 사항에 따라 사용자 정의 엘 호스트 무게: 약 6톤 5.7 후방 진동 감쇠 장치 엘 기능: 압연 공정 중 폴 피스의 지터를 줄이고 스트립이 파손되는 것을 방지합니다. 엘 구성 : 고정가이드롤러, 플로팅가이드롤러, 고정브라켓 등 엘 원리: 폴 피스가 플로팅 가이드 롤러를 통과하여 폴 피스의 지터를 줄이고 폴 피스가 벗겨지는 것을 방지합니다. 5.8 와인딩 장치 엘 기능: 롤 폴 피스를 코일로 모으기 엘 구성: 팽창식 샤프트, 편차 보정, 마그네틱 파우더 클러치, 와인딩 감속기, 프레임 등 엘 원리: 롤링 후 폴 피스를 코일로 수집하고 코일의 가장자리를 보정 메커니즘으로 깔끔하게 제어합니다. 엘 팽창식 갱구 되감기: 팽창식 총을 가진 Φ74mm 엘 팽창식 샤프트의 효과적인 사용 길이: 550mm 엘 장력 조정(설정) 범위: 1 ~ 20kgf 엘 장력 제어 정확도: 5% 엘 보정 제어: 적외선 광전 보정 엘 보정 스트로크: ±50mm 엘 에지 제어: 편차 보정 정확도는 ≤±0.2mm입니다. 엘 마그네틱 파우더 클러치: 50Nm 엘 감기 힘: 1.5KW 감소 모터 5.9 구동 제어 시스템 엘 전체 연속 압연 생산 라인의 각 구성 요소의 구동은 작동 패널에서 중앙에서 작동되는 다양한 사양 및 모델의 모터에 의해 구동되며 모든 구동 모터에는 과부하 보호 장치가 장착되어 있습니다. 엘 제어 부분에는 터치 스크린, PLC, 메인 모터 인버터, 롤러 갭 서보 모터 드라이버, 장력 컨트롤러, 보정 컨트롤러 등이 포함됩니다. 엘 시스템 작동은 PLC 제어, 터치 스크린 및 버튼 작동 모드를 채택하고 서스펜션 작동 스테이션, 압연기 공급 끝 및 권취 및 풀기 작동 끝에서 비상 정지 버튼이 제공되어 작업자의 안전을 보장합니다. 엘 시스템의 주요 제어 항목은 다음과 같습니다. 엘 롤러 프레스 시작, 정지, 표시, 과부하 보호 엘 유압 시스템 시작, 정지, 지시 엘 롤링 속도 설정, 속도 표시 엘 압력 설정, 압력 표시 엘 롤러 압력 매개변수(압력, 롤러 갭) 삭제 및 메모리 기능 포함 엘 폴 피스 모델에 따라 롤링 매개변수를 자동으로 복원할 수 있습니다. 엘 미터 카운팅 기능 엘 이상 경보 기능 엘 MES 데이터 출력 도킹 기능 탑재, 도킹 방법 및 데이터베이스 수집 방법은 구매자가 제공 5.10 롤러 분해 장치 엘 기능: 이 장치는 롤 교체 또는 유지 보수에 사용되며 롤 분해 작업 시간을 줄이고 작업자의 노동 강도를 줄입니다. 엘 구성: 롤 제거 브래킷, 롤 제거 가이드 레일 등으로 구성됩니다. 엘 작업: 롤을 분해할 때 롤과 초크를 분리 가이드 레일 밖으로 밀어내고 크레인이나 지게차를 사용하여 롤을 분해하여 운반하십시오. 설치는 반대 단계로 수행됩니다. 6. 구성 목록 아니요. 이름 브랜드/모델 메모 1 롤러 싱타이 시노스틸 적합성 인증서 2 베어링 Bush / Luo shaft 삼 감속기 Boneng/Guomao 4 PLC 지멘스/델타 5 터치 스크린 지멘스/델타 6 주파수 변환기 지멘스/델타 7 롤 갭 조정 서보 시스템 지멘스/델타 8 전기 부품 슈나이더, 친트 9 EPC 아이보/티마코 10 기액 부스터 펌프 미국 AZ 11 공압 부품 에어택/SMC 에어 파이프는 파란색 7. 예비 부품 목록 아니요. 이름 수량 단위 메모 1 닥터 블레이드 4 개 2 상부 커터날 2 개 삼 하단 커터 블레이드 2 개 4 유압 라인 씰 2 세트 5 롤 교체 액세서리 1 세트 작업장 당 1 세트 6 간단한 장비 유지 관리 도구 1 세트 공구 상자 8. 소모 부품 목록 아니요. 이름 사양 수량 상표 참조 교체 주기 1 닥터 블레이드 0.2*30*450mm 2 스위스 15 일 2 상부 커터날 Φ100*1.2 2 국내의 15 일 삼 하단 커터 블레이드 Φ100*2 2 국내의 15 일 4 롤러 Φ400*450 2 시노스틸 6 개월 (갈기) 5 기어 오일 VG320 50L 만리장성 12 개월 6 유압 오일 L-HV150 20L 만리장성 12 개월 7 저마찰 실린더 2 에어택/SMC 2 년 8 3축 실린더 2 에어택/SMC 2 년 9 초박형 실린더 4 에어택/SMC 2 년 10 풀 밸브 5 에어택/SMC 2 년 11 전자기 밸브 4 에어택/SMC 2 년 12 축 팬 2 2 년 13 전위차계 1 슈나이더 2 년
-
 (Dia 800*950mm) 배터리 생산 라인용 자동 롤링 프레스 기계/셀 캘린더
(Dia 800*950mm) 배터리 생산 라인용 자동 롤링 프레스 기계/셀 캘린더
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

