 English▼
English▼




- 배터리 파일럿 / 생산 라인
- 배터리 실험실 조립
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- 리튬 이온 배터리 자료
- 배터리
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 모든 배터리 조립기
- Lithium Battery Production Plant
- 진공 글로브 박스
- 용광로
- Coaters
- PVD Coater
- 수압기
- Large Press Machine
- 행성 원심 믹서 / 밀
- 볼 밀
- 실험실 기계
- Cutting Machine
- 금속 전극 거품
- WhatsApp : +86 18659217588
- 메일 주소 : David@tmaxcn.com
- 메일 주소 : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
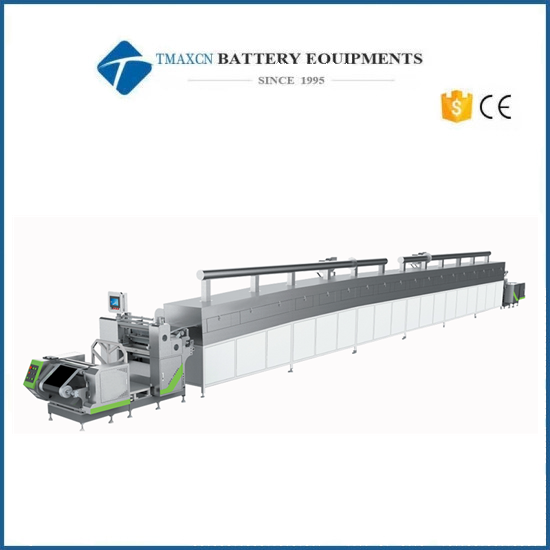
정밀도 밀어남 단 하나 옆 구멍은 건전지 생산 라인을 위한 코팅 기계 죽습니다
Model Number:
TMAX-XHPT-5063-MM지불:
L/C D/A D/P T/T Western UnionDelivery Time:
90 days
- WhatsApp : +86 18659217588
- 메일 주소 : David@tmaxcn.com
- 메일 주소 : Davidtmaxcn@gmail.com
- Wechat : 18659217588
정밀도 밀어남 단 하나 옆 구멍은 건전지 생산 라인을 위한 코팅 기계 죽습니다
1. 프로세스 에프 낮은
풀림 장치에 놓인 극판의 모재는 자동 보정 후 풀림 장력 시스템에 들어가고 풀림 장력을 조정한 후 코팅 헤드에 들어갑니다. 극판은 코팅 시스템의 설정 절차에 따라 코팅됩니다. 코팅된 젖은 전극 조각은 오븐에 들어가 뜨거운 공기로 건조됩니다. 건조된 폴피스의 텐션은 텐션 시스템에 의해 조절되며, 권취 속도는 코팅 속도와 동기화되도록 제어됩니다. 폴피스는 설정된 위치를 유지하기 위해 정류 시스템에 의해 자동으로 정류되고 와인딩 장치에 의해 감겨집니다.
2 . 장비 씨 구성
1) 풀림 메커니즘
2) 코팅 메커니즘
3) 오븐
4) 수출 정류 메커니즘
5) 배출 메커니즘
6) 와인더 메커니즘
7) 전기 제어 시스템
8) 정밀 공급 시스템
삼 . 미디엄 아인 피 매개변수
아니요. |
피 프로젝트 |
피 매개변수 |
아르 자형 이마크 |
1 |
정상 에스 오줌 씨 오팅 |
≤2 4 m/분 |
일반적인 코팅 속도는 재료 시스템, 코팅 두께 및 고형분과 관련이 있습니다. |
2 |
코팅 에스 오줌 ㅏ 정확성 이자형 오류 |
≤0.1m/분 |
|
삼 |
코팅 여 아이디 |
≤650mm |
|
4 |
코팅 엘 ength ( 에스 화롯불 피 조각) |
≤2500mm |
|
5 |
코팅 미디엄 아친 에스 오줌 |
40m/분 |
|
6 |
전반적인 엘 의 길이 씨 오터 |
≤43m |
구성과 큰 관계가 있습니다. |
7 |
장비 ㅏ IR 피 압력 |
0.6 ~ 0.8MPa |
건조하고 불순물이 없음 |
8 |
하나의 에스 이데 씨 오팅 디 라이 티 칙칙함 이자형 오류 |
Li(NiCoMn)O2 , LiFePO4, 씨 오발트±2μ (망간 ± 2 μ ) |
가장자리, 머리 및 꼬리 8mm 제외된다 |
9 |
더블 에스 이데 씨 오팅 디 라이 티 칙칙함 이자형 오류 |
Li(NiCoMn)O2 , LiFePO4, 씨 오발트±3.0μm (망간 ± 삼 μ ) |
|
10 |
하나의 에스 이데 여 여덟 이자형 오류 에스 화롯불 씨 잘 알고 있기 |
±1.5% |
측정 방법 (무화과. 비 ) |
11 |
최저한의 씨 오팅 엘 힘 |
20mm |
|
12 |
최저한의 엘 힘 디 의 치수 에스 화롯불 피 올레 피 조각 |
50mm |
( 영형 ne 코팅 플러스 갭) |
13 |
최저한의 엘 힘 디 의 치수 에스 화롯불 디 우블 에스 세그먼트 피 올레 피 조각 |
100mm |
( 두 코팅 + 갭) |
14 |
하나의 에스 이데 티 칙칙함 이자형 의 오류 이자형 전극 시간 먹고 티 괴롭히다 |
-10μm~ +5μm |
|
15 |
간격 씨 오팅 미디엄 최소 G ap |
10mm |
코팅 속도로 속도가 빠를수록 최소 간격이 커집니다. . |
16 |
정확성 이자형 의 오류 씨 오팅 엘 힘 |
±1.0mm |
3000mm 이내 |
17 |
겹침 이자형 의 오류 에프 론트와 비 ack 씨 오팅 |
±0.5mm |
|
18 |
겹침 이자형 의 오류 에프 론트와 비 ack 씨 오팅 이자형 총재 |
±0.5mm |
|
19 |
가장자리 유 순결 이자형 의 오류 여 인딩 |
± 1mm (5턴 후에 계산 시작) |
Φ 500mm 롤 |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

