 English▼
English▼




- 배터리 파일럿 / 생산 라인
- 배터리 실험실 조립
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- 리튬 이온 배터리 자료
- 배터리
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 모든 배터리 조립기
- Lithium Battery Production Plant
- 진공 글로브 박스
- 용광로
- Coaters
- PVD Coater
- 수압기
- Large Press Machine
- 행성 원심 믹서 / 밀
- 볼 밀
- 실험실 기계
- Cutting Machine
- 금속 전극 거품
- WhatsApp : +86 18659217588
- 메일 주소 : David@tmaxcn.com
- 메일 주소 : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

휴대폰 배터리팩 생산라인용 폴리머배터리 자동생산장치
Model Number:
TMAX-Polymer-PackPlace of Origin:
ChinaUpdate:
Optional:
Xiamen Port지불:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 메일 주소 : David@tmaxcn.com
- 메일 주소 : Davidtmaxcn@gmail.com
- Wechat : 18659217588
휴대폰 배터리팩 생산라인용 폴리머배터리 자동생산장치


1. 장비 에프 기름 부음 나 소개
자동 생산 라인은 주로 휴대폰 배터리 팩 생산 공정을 완료하는 데 사용됩니다.
프로세스 흐름에는 다음이 포함됩니다.
1)피 폴리머 배터리 탭 성형 ,
2) OCV 테스트,
3)배터리 탭 절단,
4)여 장로,
5)디 양면 접착제 붙여넣기 ,
6)비엠에스 굽힘,
7)아 접착제 붙여넣기 그리고 형성,
8)에프 완성된 배터리 테스트;
9) FPC 스폰지 접착제 붙여넣기 .
공정 흐름 및 기술 요구 사항에 따라 팩 라인은 다음 5개의 장비로 연결됩니다.
(1)아 자동 급지 + 다기능 미디엄 아친 ;
(2) 자동 레이저 용접기 ;
(삼) 양면 접착 테이프 + L자형 니켈 시트 절곡 + 보호판 절곡기 ;
(4) 자동 헤드 접착기 .

2.프로세스 흐름

3. 기술적인 매개변수
1. 배터리 크기의 적용 범위(단위: mm):
길이: 40-130mm(폴 러그 길이 제외)
폭: 30-70mm
두께: 3-10mm
러그 길이: 4-20mm
2. 환경 조건:
공기 공급원의 기압: 0.5 ~ 0.6 MPa
전원 전압: 220V, 50Hz
총 전력: ≤ 15kw
면적 베어링 비율: ≤ 500kg / 남 ²
주변 온도: 5 º C-50 º 씨
습도: 50% - 90%
3. 생산 라인 효율성: ≥ 900개/시간
4. 장비 활용도: > 98%
5. 제품 인증률: > 98%
6. 장비의 공급 및 방전 방향은 일치해야 하며 전기 코어의 꼬리는 장비 작동 표면을 향해야 합니다.
7. 공정 적용성 : 동일 공정의 소프트팩 전지에 적용 가능하다.
8. 제품 안전 및 배터리 안전을 포함한 안전 생산 요구 사항을 충족하십시오.
9. 전체 치수(조립 라인 제외):
철사 몸: 9200 (긴)*1200 (너비)*1900 (높이) mm
조립 라인 높이: 900mm ± 50mm
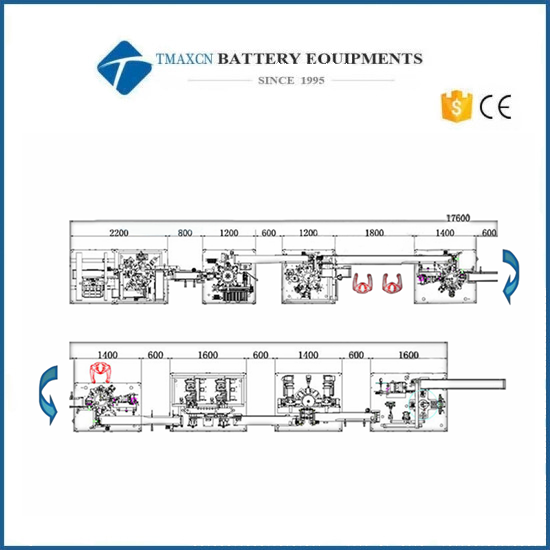
4. 전체 장비 레이아웃 및 장비 워크플로 설명
라인 바디의 전체 레이아웃:

참고: 라인에는 4명이 포함되며 그 중 한 명은 레이저 기계 보호 보드를 담당합니다.
2명이 고무 쉘 설치를 담당합니다.
한 사람이 공급, 전체 라인 검사 및 테이프와 같은 재료 교체를 담당합니다.
단일 장비의 기능 및 작업 요구 사항:
(1) 자동 급지 + 다기능 기계:
1) 기능적 작용
① 배터리는 피딩 트레이에서 피딩 머신을 통해 피딩 머신의 조립 라인으로 자동으로 로드되며, 포지셔닝 실린더가 배치됩니다.
② 시프트 매니퓰레이터는 로딩 기계 조립 라인에서 다기능 기계 공급 조립 라인으로 배터리를 잡습니다. 배터리는 90도 회전 가능 ° 또는 마음대로 뒤집습니다.
③ 전기 코어는 다기능 기계의 공급 조립 라인을 통해 들어갑니다. 전기 후 코어가 배치되면 공급 조작기에 의해 회전 테이블의 공급 스테이션으로 잡힙니다.
④ 회전 테이블은 시계 방향으로 회전하여 극 귀 형성을 위한 기본 극 귀 형성 스테이션에 들어갑니다.
⑤ 회전 테이블을 시계 방향으로 회전하여 테스트 스테이션에 들어가 전압 내부 저항을 테스트하고 코드를 스캔하고 데이터를 업로드합니다.
⑥ 회전 테이블은 시계 방향으로 회전하여 왼쪽 탭 절단 스테이션에 들어가 왼쪽 탭을 절단합니다.
⑦ 회전 테이블은 시계 방향으로 회전하고 오른쪽 탭을 절단하기 위해 오른쪽 탭의 절단 스테이션에 들어갑니다.
⑧ 회전 테이블 썩음 먹었다 s 시계 방향; 탭이차성형, 극귀성형을 입력하세요.
⑨ 회전 테이블은 시계 방향으로 회전하여 배터리 방전 스테이션에 들어가 배터리를 방전하고 장비의 공급 라인으로 잡습니다. 셀이 90도 회전 ° 그리고 180도 바뀌어 ° .
2) 기술 요구 사항
① 수용량 (UPH): ≥1200pcs/h
② 장비 가동률: > 98%
③ 적격 요금: > 99.5%
④ 극 러그 절단 길이 편차 범위: ±0.2mm
⑤ 절단기 생활 ≥400000배
⑥ 전압 테스트 정확도: ±0.01% rdg. ±3dgt ( 테스터의 정확도에 따라);
⑦ 내부 저항 테스트 정확도: ±0.5% rdg.±5dgt ( 테스터의 정확도에 따라);
⑧ 오판율: 채널 OK 제품에서는 100%, 채널 ng 제품에서는 ≤0.3%여야 합니다.
⑨ 셀의 코드를 스캔하고 테스트 데이터를 바인딩 및 업로드합니다.
⑩ 재료는 쌓인 플라스틱 흡입 트레이에서 꺼낼 수 있습니다. 트레이를 트레이와 연결할 수 없습니다. 재생 과정에서 배터리가 손상될 수 없습니다. 재료를 취한 후 빈 트레이는 자동으로 제거되고 스택으로 분류됩니다.
⑪ 전체 치수(조립 라인 제외):
2200(길이)*1200(너비)*1900(높이) mm.
⑫ 재료 크기:
메모: 티 전기 코어 로딩 리프팅 테이블의 하중은 40kg 이하입니다.
N 어메 |
길이(mm) |
폭(mm) |
두께(mm) |
아르 자형 이마크 |
흡입관 피 마지막 티 레이 |
270-420mm |
215-350mm |
여러 층의 적층 높이 ≤ 250mm |
각 패널의 전기 셀 수는 2입니다. - 8 |
배터리 |
40 - 140mm |
35 - 80mm |
삼 - 8mm |
3) 키 구성
① 테스터: Lanqi BK600A, 1 세트
② 주사총: Honeywell, 1세트
(2) 레이저 용접기:
1) 기능적 작용
① 배터리는 공급 조립 라인을 통해 레이저 기계에 들어가고 공급 조작기에 의해 보조 위치로 파악되고 배터리가 90도 회전합니다. ° ;
② 로딩 매니퓰레이터는 보조 위치에서 턴테이블 로딩 스테이션까지 배터리를 잡고 배터리는 45도 회전합니다. ° ;
③ 회전 테이블은 시계 반대 방향으로 회전하여 극 귀 성형을 위한 극 귀 성형 스테이션에 들어갑니다.
④ 회전 테이블은 시계 반대 방향으로 회전하고 보호판을 적재하기 위해 보호판의 공급 스테이션에 들어갑니다.
⑤ 회전 테이블은 시계 반대 방향으로 회전하고 보호판 위치 지정 스테이션에 들어가 보호판을 배치합니다.
⑥ 회전 테이블은 레이저 용접을 위해 레이저 용접 스테이션에 들어가기 위해 시계 반대 방향으로 회전합니다.
⑦ 회전식 테이블은 시계 반대 방향으로 회전하여 배터리에 들어갑니다.
방전 스테이션, 배터리를 방전하고 장비의 급전선으로 잡습니다.
2) 기술 요구 사항
① 용량(UPH): ≥ 1200pcs/h;
② 장비 가동률: > 98%;
③ 적격 요금: > 99.5%;
④ 레이저 용접의 위치 정확도: ± 0.02mm;
⑤ 보호판과 전기 코어의 전극 러그의 용접 위치와 위치 정확도를 확인하십시오. ± 0.1mm;
⑥ 스폿용접 사전판단(전심의 보호판과 전극 러그가 위치할 때 용접 OK, NG일 때 용접하지 않고 뽑아냄);
⑦ 용접 강도 기준 : 니켈 및 니켈 재료의 인장력 ≥ 2kgf, 알루미늄 및 니켈 소재의 인장력 ≥ 0.6kgf;
⑧ 레이저 용접의 포지티브 및 네거티브 이어 에너지는 별도로 설정하고 자유롭게 전환할 수 있습니다(참고: 이 항목은 레이저 기계 제조업체가 책임지고 와이어 본체 제조업체는 연결 트리거링 등을 담당합니다).
⑨ 전체 치수(조립 라인 제외):
1200(길이)*1200(너비)*1900(높이) mm.
⑩ 재료 크기:
이름 |
길이(mm) |
폭(mm) |
두께(mm) |
비고 |
보호판 |
25-80mm |
FPC 처짐 5~30mm |
0.6-1.2mm |
(3) 양면 접착 테이프 + L자형 니켈 시트 벤딩 + 보호 플레이트 벤딩 머신:
1) 기능적 작용
① 배터리는 공급 조립 라인을 통해 양면 접착 테이프 + L 자형 니켈 시트 벤딩 + 보호판 벤딩 머신에 들어갑니다. 전기 셀이 배치된 후 공급 조작기에 의해 턴테이블 로딩 스테이션으로 잡힙니다.
② 컵 입에 양면 접착제의 접착을 완료하기 위해 접착 스테이션에 들어가기 위해 회전 테이블을 시계 반대 방향으로 돌립니다.
③ 회전 테이블은 시계 반대 방향으로 회전하고 L자형 니켈 시트 벤딩 스테이션으로 들어가 L자형 니켈 시트를 구부립니다.
④ 회전 테이블은 시계 반대 방향으로 회전하고 성형 스테이션으로 들어가 L자형 니켈 시트를 성형하여 꼭 맞는지 확인합니다.
⑤ 회전 테이블은 시계 반대 방향으로 회전하여 FPC 성형 스테이션에 들어가 FPC를 성형합니다.
⑥ 회전 테이블은 반시계 방향으로 회전하여 보호판 벤딩 스테이션에 들어가 보호판을 벤딩합니다(90). °
⑦ 회전 테이블은 시계 반대 방향으로 회전하여 배터리 방전 스테이션으로 들어갑니다. 배터리 방전은 매니퓰레이터에 의해 장비의 공급 조립 라인으로 직접 잡힙니다.
⑧ 조립라인에서 고무쉘을 수동으로 설치하고, 보호판을 수동으로 접고, 연질과 경질의 조합판을 수동으로 접는 과정을 수작업으로 마친 후 장비에 배터리가 유입된다.
2) 기술 요구 사항
① 용량(UPH): ≥ 1000pcs/h;
② 장비 가동률: > 98%;
③ 적격 요금: > 99.5%;
④ 양면 접착 실린더의 내경(mm): ∅ 76;
⑤ 접착 정확도: ± 0.25mm;
⑥ 굽힘 각도: 90 이하;
⑦ 전기 코어, 보호 플레이트 및 그 구성 요소는 손상을 방지하기 위해 보호되어야 합니다.
⑧ 전체 치수(조립 라인 제외):
1200(길이)*1200(너비)*1900(높이) mm.
(4) 완전 자동 헤드 접착제 기계:
1) 액션 기능
① 배터리는 공급 라인을 통해 헤드 접착 기계에 들어갑니다. 전기 셀이 배치된 후 공급 조작기에 의해 턴테이블 로딩 스테이션으로 잡힙니다.
② 회전 테이블을 시계 반대 방향으로 회전하여 헤드 접착 스테이션에 들어가 배터리 상단 표면에 성형 접착제를 붙입니다.
③ 회전 테이블을 시계 반대 방향으로 회전하여 접착제 포장 스테이션에 들어가고 배터리 뒷면의 몰딩 접착제 양쪽 귀를 감싸십시오.
④ 회전 테이블은 시계 반대 방향으로 회전하여 접착제 포장 스테이션에 들어가고 배터리 뒷면에 접착제를 형성하는 헤드 상단을 감쌉니다.
⑤ 회전 테이블은 시계 반대 방향으로 회전하여 배터리 방전 스테이션에 들어가 배터리를 방전하고 장비의 공급 라인으로 잡습니다.
2) 기술적인 매개변수
① 용량(UPH): ≥ 1100pcs / 시간;
② 장비 가동률: > 98%;
③ 적격 요금: > 99.5%;
④ 양면 접착 실린더의 내경(mm): ∅ 76;
⑤ 접착 정확도: ± 0.25mm;
⑥ 전체 치수(조립 라인 제외):
1400(길이)*1200(너비)*1900(높이) mm.
5. 장비에 대한 일반 요구 사항
(1) 일반 사용 요건
1) 각 스테이션 장비는 각 모듈의 요구 사항에 따라 독립 동작 또는 바인딩 동작을 선택하고 데이터를 저장할 수 있습니다.
2) Tooling Fixture는 교체가 가능하며 다른 모델의 제품에도 적용 가능합니다.
3) 마모되기 쉬운 부품은 별도로 교체해야 합니다.
4) 장비 활성도와 강도가 높은 스테이션의 나사는 미끄럼 방지 처리를 해야 하며, 베이클라이트 및 기타 부품의 나사 구멍에는 치과 교정기를 설치해야 합니다.
5) 낙하, 압착, 긁힘, 용접 등 전기 코어를 손상시킬 수 있는 부품을 피하거나 보호하십시오.
6) 전체 장비의 정전기 처리는 다음을 충족해야 합니다.
회사의 요구 사항 및 보호판의 접촉 부분은 정전기 방지 재료로 만들어집니다.
7) 각 장비는 별도의 조명시설을 갖추어야 하며, 에너지 절약형 램프가 요구된다.
8) 제품 보호 및 품질 관리:
① 기존 수동 라인 작업의 요구 사항보다 낮지 않습니다(자세한 내용은 제품 프로세스 흐름도 참조).
② 작업 프로세스는 누락된 처리 및 결함 제품의 유출을 방지하기 위해 배터리 바코드가 카드 폐쇄를 실현하도록 바인딩되어야 합니다.
(2) 기계적 안전 요건
1) 국가안전기준 및 국가안전보건규정을 준수한다.
2) 장비에는 보호망, 광전 보호, 보호 격자 및 기타 보호 장치와 같은 양호하고 포괄적인 안전 보호 조치가 제공되어야 합니다. 기기의 회전부, 위험부 및 위험부에는 보호장치를 갖추어야 한다.
3) 보호 장치 및 기타 설비는 작업자가 작업 위험 구역에 들어가는 것을 방지하거나 사람이 실수로 위험 구역에 들어갈 때 장비가 해당 보호 조치를 감지할 수 있으므로 사람에게 상해를 입힐 가능성이 없습니다. 장치는 장비 제어 시스템과 연동 및 연동을 실현해야 합니다.
4) 자주 조정 및 유지 보수되는 가동 부품 및 구성 요소에는 가동 보호 커버가 장착되어 있어야 합니다. 필요한 경우 보호장치(보호덮개, 보호도어 등 포함)를 닫지 않고는 가동부가 시동되지 않도록 연동장치를 설치할 것 보호 장치(보호 커버, 보호 도어 등 포함)가 열리면 장비는 즉시 자동으로 정지해야 합니다.
5) 장비의 전송, 작동, 방사 및 기타 부품에는 우수한 화면 보호 장치가 있어야 합니다.
6) 핸들, 핸드 휠 및 당김 막대와 같은 장비의 작동 메커니즘은 편리한 작동, 안전 및 노동 절약, 명확하고 완전하며 견고하고 신뢰할 수 있는 표시로 설정되어야 합니다.
(3) 전기 안전 요건
1) 제어 시스템은 비정상적인 경우 장비의 에너지 공급이 위험을 초래하지 않으며 장비 자체가 손상되거나 사람을 다치게 하지 않도록 보장할 수 있습니다.
2) 제어 시스템은 가연성, 폭발성, 고온, 고습 및 부식이 심한 지역에서 멀리 떨어져 있어야 합니다. 불가피한 경우 필요한 차폐 조치를 설정해야 하며 제어 캐비닛은 열 발산 조건이 양호해야 합니다. 제어선은 회선이 고장나거나 손상되더라도 피해를 주지 않도록 해야 합니다.
3) 제어 시스템은 작업자가 조작 및 관찰하기 편리한 위치에 배치해야 합니다. 장비에는 특정 조건에 따라 필요한 비상 정지 버튼이 장착되어 있습니다. 비상 정지 메커니즘은 자동 잠금이어야 하며 작동 색상은 빨간색입니다. 배경색이 있는 경우 배경색은 검은색이어야 합니다. 버튼 작동식 스위치의 작동 부분은 팜 푸시형 또는 버섯 머리형이어야 합니다.
4) 장비의 전기 제어 시스템: 과부하 보호 및 단락 보호 기능 포함.
5) 점검, 조정 및 유지보수 시 위험영역을 관찰해야 하는 생산설비나 위험영역으로 연장되어야 하는 인체의 일부를 오작동하지 않도록 해야 한다. 장비가 우발적 시동으로 인해 개인의 안전을 위협할 수 있는 경우 우발적 시동을 방지하기 위해 필수 안전 보호 장치를 구성해야 합니다.
6) 우발적으로 에너지가 차단되었다가 다시 켜질 경우 장비는 위험한 작동을 피할 수 있어야 합니다.
7) 3상 5선 전원 공급 시스템을 채택하고 장비 셸에 보호 중성선 연결 조치를 채택합니다.
8) 장비 운용 중 부품에 이상이 발생하거나
손상된 경우 장비 자체에는 해당 보호 조치가 있으므로 장비 자체에 더 큰 손상을 입히거나 작업자에게 해를 끼칠 수 없습니다. 보호 조치는 주로 다음을 포함합니다. 동작 실행 시간 보호: 동작의 실제 실행 시간이 정상 값을 초과하면 경보를 울립니다. 오작동 보호: 파이프라인의 느슨한 밀봉 및 압력 완화로 인해 작동하지 않아야 하는 부품이 작동할 때 경보가 울립니다.
9) 분전함 콘센트 주변에 전선 마모 방지 조치가 되어 있으며 전원선 중간에 커넥터가 없습니다.
6. 중요 부품의 브랜드 및 포장 목록
(1) 중요 부품 브랜드:
아니요. |
표준 부품 범주 |
기능 및 브랜드 제한 설명 |
1 |
액자 |
표면 페인트 베이킹 처리 |
2 |
빅보드 |
표면은 20mm의 두께로 전기 도금됩니다. |
삼 |
가공 부품 |
알루미늄 부품의 샌드 블라스팅 및 산화 처리 및 철 부품의 전기 도금 처리 |
4 |
인간-기계 |
바이알 한정 브랜드 |
5 |
PLC |
Omron은 3년 보증을 제공하며 10% 포트를 보유합니다. |
6 |
전원 공급 장치 |
Omron, Delta, Mingwei 및 기타 스위칭 전원 공급 장치 |
7 |
감지기 |
파나소닉, 컨즈, 옴론 |
8 |
전기 제어 액세서리 |
배선봉 및 기타 전기 부품은 최소한 국산 고품질 브랜드여야 합니다. |
9 |
접촉기 |
슈나이더, 옴론 |
10 |
단추 |
슈나이더, 옴론 |
11 |
일반 모터 |
Xintaichuang |
12 |
스테퍼 모터 |
레예스 |
13 |
서보 모터 |
파나소닉, 후지 |
14 |
I/O 보드 |
Lesai, Ni, Gugao |
15 |
일반 실린더 |
SMC 야데케 |
16 |
로드리스 실린더 |
SMC 야데케 |
17 |
솔레노이드 벨브 |
야데케 |
18 |
가스 소스 처리 조합 |
야데케 |
19 |
베어링 또는 선형 베어링 |
Mismi, NSK, THK 및 기타 브랜드 |
20 |
가이드 |
상하이 은행, THK 및 기타 브랜드 |
21 |
선형 모듈 |
상하이 실버, Mismi 및 기타 브랜드 |
22 |
구조 표준 부품 |
상하이 실버, Mismi 및 기타 브랜드 |
23 |
IPC |
Yanxiang |
24 |
감시 장치 |
필립스 |
(2) 포장 목록
아니요. |
이름 |
수량 |
비고 |
1 |
포장 목록 |
1부 |
|
2 |
적합성 인증서 |
1부 |
|
삼 |
사용 설명서 |
2부 |
|
4 |
취약 부품 가공 도면 |
1부 |
|
5 |
전기 계통도 |
2부 |
전자 파일 |
6 |
IO 연결의 개략도 |
2부 |
|
7 |
장비 유지 보수 매뉴얼 |
1부 |
|
8 |
취약 부품 목록 |
1부 |
전자 파일 |


![]()



![]()
1. 우리는 기계를 공급합니다 배터리 기술 지원.
2. 우리는 공급합니다 전체 세트 리튬 배터리 장비 실험실 연구, 파일럿 규모 연구 및 생산 라인용 이자형.


1 표준 수출 패키지: 내부 충돌 방지 보호, 외부 수출 나무 상자 포장.
2 가장 적합한 방법을 찾기 위해 고객의 요구 사항에 따라 급행, 항공, 해상 운송.
3 배송 과정에서 발생한 손상에 대한 책임은 귀하를 위해 손상 부분을 무료로 교체해 드립니다.

 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

